
























Машина стыковой сварки ET-Welding DW UN1-35

 Распечатать
Распечатать

- Описание
- Характеристики
- Вопросы
- Отзывы (1)
- Документация (1)

Машина DW UN1-35 используется для серийного производства стыковой сварки сопротивлением с пневматическим приводом и электронным блоком управления сварочными параметрами TCW-33EIII.
Одной из основных задач для машин стыковой сварки сопротивлением является возможность их использования в комплексе с волочильными станками для сварки стальной, латунной, алюминиевой и медной проволоки.
Машина оснащена устройством отжига. На данной модели сжатие и разжим сварочных губок осуществляется с помощью педали управления.
Сварочный цикл начинается с ручной фиксации свариваемых изделий в зажимных электродах. В соответствие с рекомендациями на блоке управления сварочной машины выставляем усилие и мощность сварки. Посредством нажатия на педаль управления происходит сближение свариваемых заготовок. При соприкосновении торцов заготовок, между ними зажигается электрическая дуга, расплавляющая заготовки и начинается стадия пластической деформации.
Находясь в полутвердом состоянии, два торца с усилием прижимаются друг к другу под воздействием усилия осадки. Это позволяет получить прочное высококачественное сварное соединение.
Особенности
- пневматический привод;
- водяное охлаждение;
- электронный блок управления TCW-33EIII;
- цифровой дисплей для отображения сварочных параметров;
- сохранение до 9 сварочных программ в памяти машины;
- предварительный подогрев деталей;
- плавная регулировка сварочного тока;
- импульсная сварка (один импульс/два импульса);
- счетчик сварочных операций;
- автодиагностика и аварийное отключение машины в случае обнаружения неисправности.
Панель управления
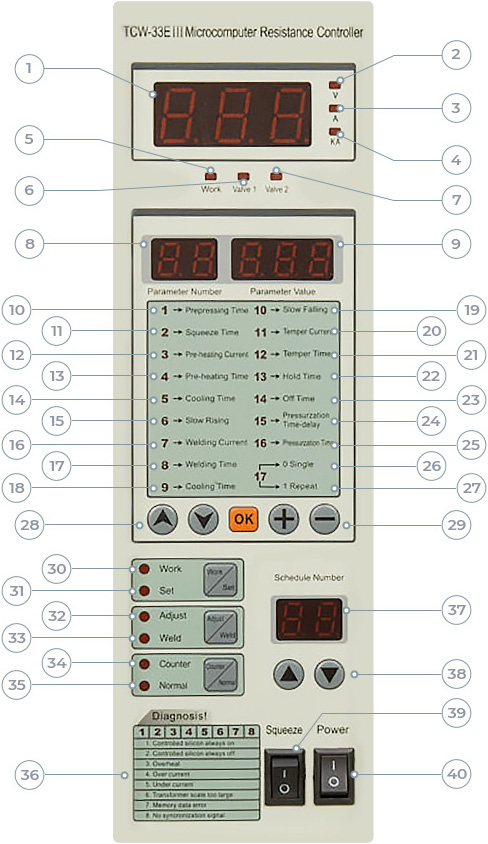
| П/П | Наименование параметра | Значение параметра | Описание параметра |
|---|---|---|---|
| 1 | Цифровая индикация сварочного тока | Отображение значения тока и напряжения. | |
| 2 | Индикатор напряжения | Отображение значения напряжения В. | |
| 3 | Индикатор тока | Отображение значения тока А. | |
| 4 | Индикатор вторичного тока | Отображение значения вторичного тока кА. | |
| 5 | Индикатор работы машины | Индикатор загорается во время сварки. | |
| 6 | Индикатор активации клапана 1 | Индикатор загорается при активации клапана сжатия. | |
| 7 | Индикатор активации клапана 2 | Индикатор загорается при активации клапана осадки. | |
| 8 | Цифровая индикация номера параметра | Отображение номера сварочного параметра. | |
| 9 | Цифровая индикация значения параметра | Отображение значения сварочного параметра. | |
| 10 | Время предварительного сжатия | 0-250 циклов | Время от начала сжатия электродов до начала прохождения сварочного тока через заготовку. |
| 11 | Время сжатия | 0-250 циклов | Время, в течение которого заготовка удерживается электродами от начала прохождения сварочного тока до завершения сварочного цикла. |
| 12 | Ток предварительного нагрева | 0-999А | Величина тока перед основным сварочным процессом для предварительного разогрева заготовки. |
| 13 | Время предварительного нагрева | 0-250 циклов | Данный параметр указывает на длительность протекания тока, который может происходить перед основным сварочным процессом для предварительного разогрева заготовки. |
| 14 | Время охлаждения 1 | 0-250 циклов | Параметр указывает на время, которое протекает между током предварительного нагрева и основным сварочным током. |
| 15 | Нарастание тока | 0-250 циклов | Параметр плавного подъема (нарастания тока) указывает время, которое требуется для достижения запрограммированной силы сварочного тока. Первоначальное значение этого подъема всегда равно минимальному току, в то время как его конечное значение равно величине, запрограммированной в параметре WELDING CURRENT «Сварочный ток». |
| 16 | Сварочный ток | 0-999А | Величина сварочного тока, показывает силу тока, с которой выполняется сварка. |
| 17 | Время сварки | 0-250 циклов | Период времени, в течение которого будет проходить установленный сварочный ток. |
| 18 | Время охлаждения 2 | 0-250 циклов | Параметр указывает на время, которое протекает между сварочными циклами. |
| 19 | Снижение тока | 0-250 циклов | Плавное снижение величины сварочного тока в конце сварочного цикла до значения «Ток закаливания». |
| 20 | Ток закаливания | 0-999А | Величина сварочного тока для закаливания металла, предохраняет место стыка от напряжений, повышает прочность и долговечность соединения, при сохранении достаточной гибкости изделия. |
| 21 | Время закаливания | 0-250 циклов | Период времени, в течение которого будет проходить установленный ток закаливания. |
| 22 | Время выдержки | 0-250 циклов | Период времени, который проходит от конца сварки до открытия электродов. |
| 23 | Время паузы | 0-250 циклов | Интервал между двумя сварочными циклами при непрерывном режиме сварки. |
| 24 | Время задержки осадки | 0-250 циклов | Период времени от завершения времени прохождения основного сварочного тока до начала цикла закаливания места сварки. |
| 25 | Время осадки | 0-250 циклов | Время, в течение которого происходит пластическая деформация зоны сварки. Время осадки определяется от момента приложения давления до момента завершения пластической деформации. Это один из основных параметров режима сварки. Рекомендуется нормировать, в зависимости от толщины свариваемого материала. |
| 26 | Одиночный режим | 0 | Когда установлен параметр «Одиночный режим» блок управления выполняет одиночный сварочный цикл каждый раз, нажатием на педаль управления. |
| 27 | Режим повтор | 1 | Режим повтор или автоматический режим, при активации которого, сварочный аппарат многократно выполняет сварочный цикл, нажатием и удержанием педали управления, пока не будет отключено устройство пуска цикла, т.е. педаль управления. |
| 28 | Кнопка выбора параметра | Выбор 17-ти программируемых сварочных параметров. | |
| 29 | Кнопка изменения значений параметра | Изменение значений 17-ти программируемых сварочных параметров. | |
| 30 | Рабочий режим | При активации данного режима, машина готова к работе, при нажатии на педаль управления начнется сварочный цикл. | |
| 31 | Режим установки параметров | При активации данного режима, возможна настройка сварочных параметров, предустановка и выбор сварочных программ. | |
| 32 | Режим регулировки (без сварки) | Данный режим используется для выполнения тестовых циклов без сварочного тока. | |
| 33 | Режим сварка | Рабочее состояние машины, при нажатии на педаль управления начнется сварочный цикл. | |
| 34 | Счетчик сварочных циклов | Отображается суммарное количество сварочных циклов в окне «Цифровая индикация значения параметра» и автоматически сохраняется. | |
| 35 | Фактическое значение параметра | Для удаления данных о количестве сварочных циклов, следует удерживать кнопку «NORMAL» в течение 10 секунд. | |
| 36 | Таблица возможных ошибок | Отображение ошибок: в случае возникновения неисправности или установки недопустимых значений сварочных параметров, в окне «Цифровая индикация значения параметра», отобразится код, в виде «Er xx», указывая на соответствующую ошибку. | |
| 37 | Цифровая индикация программ сварки | Возможность сохранения 9 сварочных программ из памяти контроллера. | |
| 38 | Кнопка выбора программы сварки | Возможность выбора одной из 9 сварочных программ. | |
| 39 | Управление реле давления | Отключение пневматического привода для ручной регулировки и технического обслуживания машины. | |
| 40 | Выключатель питания | Выключатель питания: выключатель питание цепи управления. Когда выключатель установлен в положение «I» (Вкл), питание подается. Когда выключатель установлен в положение «O» (Откл), питание отключается. |
Сварочные характеристики машины
| Наименование | Рабочий диапазон свариваемых толщин мм (мин/макс) | ||
|---|---|---|---|
| Сталь | Медь | Алюминий | |
| UN1-35 | 2-9 | 3-7 | 3-9 |
Технические характеристики оборудования
| Модель | DW UN1-35 |
|---|---|
| Питающая сеть, В/Гц | 380/50 |
| Номинальная мощность при ПВ50%, кВА | 35 |
| Ток короткого замыкания, кА | 15 |
| Максимальное усилие зажима /осадки детали, даН | 390/150 |
| Охлаждающая мощность, л/ч | 150 |
| Габариты, мм | 900х800х1200 |
| Масса, кг | 350 |
Москва

Уважаемые клиенты! Мы являемся официальными дистрибьюторами продукции ET-WELDING на территории России. Вы можете задать вопрос специалисту или оставить отзыв о товаре. Нам важно знать ваше мнение.
Показано
1 из 1 результатов